- 컨트롤러 마다 복귀 지령 체크
1. 하이덴하인
- L Z42.0 R0 F MAX : 최대 피드로 워크좌표 기준 Z42 지점으로 이동
(R0은 경보전을 뜻 함 RL, RR 사용지 경보정 (G41, G42)
- CALL LBL 1 : 프로그램 링크 같은 파일에 있는 LBL 1 프로그램으로 이동 실행
(LBL 1 프로그램이 끝나면 현재 위치로 복귀 함)
(보통 원점 복귀 코드 또는 데이텀 플랜 해제가 들어가 있음)
- M140 MB MAX : 공구 축 방향으로 후퇴
( A90 , C30 으로 되어 있어서 현재 공구 축 방향 복귀)
- M91 : 위치결정 블록 (내 기계 데이텀 기준의 좌표)
- M92 : 위치결정 블록 내에서: 좌표가 기계 제작 업체에서 정의한 위치 참조
(예:공구 변경 위치)
- M30 : 프로그램 종료
-END PGM C30 MM : 프로그램 종료

2. 지멘스
- G0 Z42 : 최대 피드로 워크좌표 기준 Z42 지점으로 이동
- TRAFOOF : 트라우리 해제
- D0 : 공구 장보정, 경보정 해제
- SUPA : 기계 좌표(하이덴 M91, 화낙 G53)
- CYCLE800() : 싸이클 800 해제(평면 지령 해제 /하이덴 PLANE RESET, 화낙 G69)
- M30 : 프로그램 종료

2. 지멘스
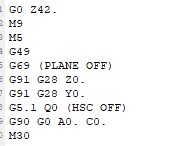
- G0 Z42 : 최대 피드로 워크좌표 기준 Z42 지점으로 이동
- G49 : 공구 장보정(선단점 제어 포함)
- G28 : 좌표 이동(화낙은 반드시 확인해야 함 G28, G30 위치/ 파라메타 설정)
- G5.1Q0 : 선독 기능 및 장비 톨로런스 해제(G5P0 일수 도 있음/확인 필요)
- M30 : 프로그램 종료
4. 5축 코드 설명
- 선단점 제어 (TCPM_
간단하게 애기해서 장비가 어떻게 움직이든지 공구 끝점을 기준으로 가공점을 유지하는 기능
하이덴하인 : M128(실행), M129(취소)
지멘스 : TRAORI(실행), TRAFOOF(취소)
화낙 : G43.4(실행), G49(취소)

'CNC > Hyper Mill' 카테고리의 다른 글
| 6. Hyper Mill 5X Top Milling (0) | 2024.05.17 |
|---|---|
| 4. Hyper Mill G01, G02, G03 (0) | 2024.05.14 |
| 3. Hyper Mill 공구 생성 및 좌표 설정 (0) | 2024.05.13 |
| 1.Hyper Mill Setup 모델링 열기 소재 설정 (0) | 2024.05.03 |